جهت مشاوره و سفارش تماس بگیرید:
09122510000 - 02165751000
فردیس، برج ماکان
تمام حقوق مادی و معنوی برای سامانه ملی معیار محفوظ است.

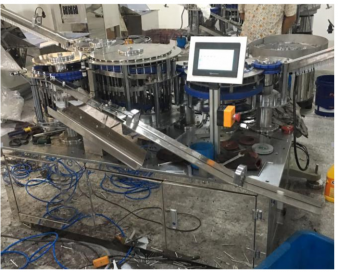
خط تولید سرنگ با ظرفیت 4000 عدد در ساعت
تمام حقوق مادی و معنوی برای سامانه ملی معیار محفوظ است.